| Published in the June 2001 Issue of Anvil Magazine
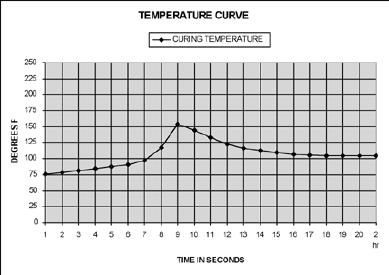
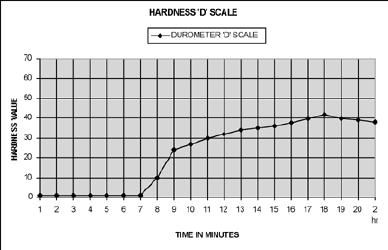
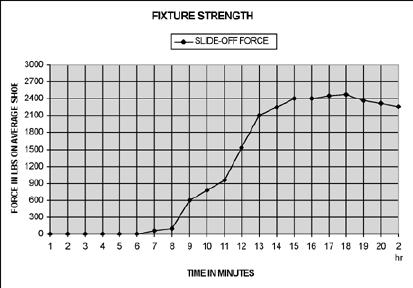
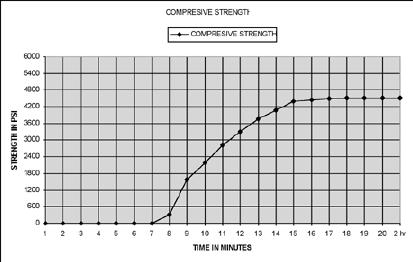
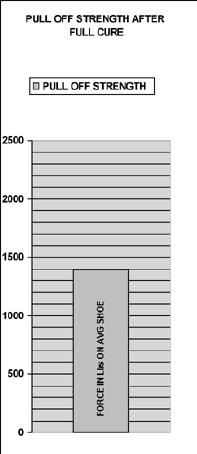
Editors Note: Tom Gauthier is a researcher for Equilox. Tom is a retired engineer and has worked with hoof adhesives since 1989. He has studied the manufacturing, packaging and development of Equilox adhesives and is currently assisting Equilox in its search for new products. Additional Note: Data graphs appear at the end of this article How do you know an adhesive works? How do you know which one is the best? How do you know if an adhesive will work for your specific application? These questions have plagued us since we started using adhesives for hoof repair. We can look for answers in the standard tests used in the adhesive industry, but we find those standard tests measure properties that we do not care about and don't measure those that we do. We can put samples out to farriers for "field testing" and the responses usually come back: 1) "It works very well" or 2) "It doesn't work at all"-and usually these responses are split 50/50! With the changes coming in the adhesive field, we are forced to look at adhesives other than the "old standards" and we need to look at performance differences, objectively, in this evaluation. Equilox recently put out samples of "EQUILOX PLUS" for evaluation and got back a very split response. While there are differences in different adhesives, all of them are manufactured in closely controlled lots that will not allow major differences in performances within the same type and the same batch. So why the different responses? The answer is in the variables. You know-the air temperature, solvents, contaminants, the moisture or oil in the hoof, the condition of the surface, the mixing of the adhesive, applying within the working time, the application technique, and more. We know we can't avoid these variables in actual use, but if we are on the bad side of one or more of these variables when testing a sample it may result in failure and the appearance of a "bad product." We decided to test our products in a "laboratory" environment to eliminate these possible problems and get a true picture of the adhesive. We know farriers work in the worst conditions and you can't avoid these variables in everyday work, but they are going to be present no matter what adhesive you are using. In our testing, let's take them out of the picture to look truly at the adhesive performance. We decided we needed to test for the two properties you need the most: how well does it stick and how soon can you put the foot down! Understanding that all of these adhesives are exothermic (give off heat), we also measured temperature during the cure. We found that the larger the sample the more heat was given off. To be fair, we selected a sample size of approximately 1 square inch x 1/4-inch thick. This was done by milling a pocket, 1/4-inch deep in a wooden block and placing the thermometer probe at the bottom and center of the pocket. This would simulate the temperature generated at the adhesive/ hoof junction in a thick resection procedure. This did show significantly higher temperatures than we expected, but remember, this measurement was taken in the "worst- case scenario" and does not show reduction from heat dissipation from aluminum shoes, thinner sections, etc. All adhesives were tested in the same manner and readings were recorded over the cure time. To test how a product sticks we had to test bonds between hoof wall and aluminum. Since consistent hoof wall is difficult to obtain and difficult to form to a consistent shape, we searched for another substrate with similar properties that would be easier to test. Our preliminary tests on wood showed clean, dry oak was similar in strength, structure and bonding ability to clean, dry hoof wall. Both materials fractured in the substrate when testing fully cured adhesive, indicating the cured adhesive was stronger than the material. Fine-grain oak was much easier to get! To test when you could put the foot down we needed to know the strength of the bond, the compressive strength of the adhesive and the durometer hardness at different times during the adhesive cure. It was easy to measure the hardness during the cure time, but to get a profile of the adhesive strength we had to make our own test. Using clean, dry oak, we fabricated a test block to fit in a measuring fixture. On that test block we cut a shape similar to the cross-sectional profile you would see at the junction of the hoof wall and shoe. We then made an aluminum block 1/4-inch thick of 1/2 square-inch surface and bonded that over the profile cut in the block. The test measured the force required to "push" the aluminum block off the wood block with forces applied parallel to the surface. We found that progressively more force was required as time elapsed and that after 75-80% of the cure was complete, the wood block would fracture, indicating maximum strength. To test for compressive strength we made a temporary mold that would mold blocks of adhesive 1/4-inch thick and approximately 1" in diameter. The mold was constructed of silicone rubber so when placed on a metal backing strip, we could "mold a series of four individual samples and remove the mold as the adhesive set. At different times in the curing cycle, pressure was applied with a press through a ram of specific area and the force on the ram measured until the specimen failed. Failure condition was defined as compression of the sample to 50% of its original thickness. The force required to reach this point was progressively more as the adhesive cured. As a final test we created a "lap shear" sample by bonding two small pieces of aluminum with 1/2 inch square of bonded surface. After the adhesive had fully cured (24 hours), the samples were pulled apart and the force was measured. This does not measure the force to remove a shoe from the horse because we are not considering the adhesive to hoof bond. It does, however, give a relative number that we are able to compare the ultimate bond strength to aluminum of all adhesives. The first project in our testing was to establish a reference "base". We know that EQUILOX works in most cases and we need to compare its performance with the new products. Considering the fast setting and black versions of EQUILOX, there are actually five slightly different formulas to look at. This first test will look at these and also EQUILOX PLUS, the sample that we distributed at the AFA Convention this year. In the analysis, we looked at the time and value of the "peak exotherm" on the temperature chart. This is the indicator of the reaction and can be used as a "time indicator" for when the cure is complete enough to put the foot down. "Fixture" is the measurement of how much force it would require for the horse to slide off a glued-on shoe and we noted the time that the value exceeded 1000 lbs. "Compression" was the measurement of how much weight a horse could put on a repair without disturbing the polymerization process. Assuming the horse will put all weight on that foot we noted the time that the value exceeded 1800 lbs. "Lap Shear" is the force it would take for a horse to kick or slide off a shoe. This value was measured at full cure. The graphs are the measurements of EQUILOX Tan in 40 ml package and show how the measurements change during cure. The TEST RESULTS COMPARISON shows the test values for the products tested. In conclusion, and in addition to the comparison data, we found that there is a difference between black and tan colorings; Equilox II sets and achieves adhesive strength faster, but load-bearing ability is slower. Our Equilox Plus product appears good, but not up to the old EQUILOX standard. As this article is going to press, we are continuing our testing on other hoof adhesive products and more new compounds. Results of that testing will be in the next issue.
Return to the June 2001 Table of Contents Return to the Farrier Articles Page
|